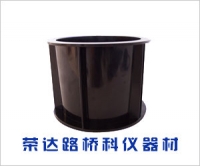
混凝土抗冻试模100*100*400mm,
混凝土抗冻试模,混凝土抗折试模,工程塑料试模是由生塑料一次性制成,价格优廉。塑料试模一只空盒的重量只有0.8—0.9公斤,即便是加上一盒砼也只有9.0—10.0公斤重,只要一般体力的人就可以搬动二块未拆模的试块。具有价格低、精度高、使用方便且不易损坏等优点,一经推出,受到广大用户的热烈欢迎。
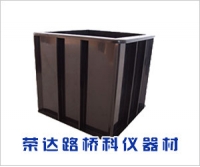
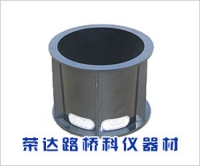
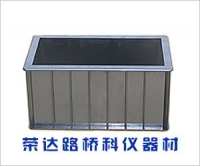
工程塑料试模主要有:100×100×100mm、三联混凝土抗压试模、150×150×150mm混凝土抗压试模、70.7×70.7×70.7mm三联砂浆试模、100×100×300mm、100×100×400mm混凝土抗冻式模、150×150×300mm、¢150×300mm混凝土弹性模量试模、150×150×550/600mm混凝土抗折试模、100×100×515mm混凝土抗折试模、150×175×185mm混凝土抗渗试模、425×305×100mm混凝土抗裂试模、450×350×120mm大板喷射试模、30×60×60mm净浆流动度试模、70×80×30mm砂浆渗透试模、65×75×40mm水泥标准稠度仪圆模、以及塑料灌砂筒和坍落度筒,该模具有耐磨、耐腐蚀公差小、久用不变形、使用轻捷、方便等特点,是公路、铁路、水利、建筑、施工单位、大专院校等必备器具。
工程塑料试模的优点
1.重量轻,比相同规格铸铁模重量模轻8―10倍,降低了人工的工作强度。
2.免去了铸铁模的装模、拆模工序,因为它是一个整体,可用气泵(或打气筒)脱模,一个人可以快捷脱模,提高了工作时效。
3.提高了试件的精度,因为塑料试模是用工程塑料高精度模具一次注塑成功,少了铸铁模装模时造成的人为误差。
4.工程塑料试模强度高、耐高温、也耐低温,在-30 ~ +100范围内不变形,都可正常使用。
5.可长期使用经济合算,单价低又可减少人工,同时不存在铸铁模更换螺栓、螺帽的麻烦。
6.塑料试模是由生塑料一次性制成,价格优廉。塑料试模一只空盒的重量只有0.8—0.9公斤,即便是加上一盒砼也只有9.0—10.0公斤重,只要一般体力的人就可以搬动二块未拆模的试块。
7.塑料试模为一个整体,就是底板有一气孔,做试块时用一张小小的纸把气孔盖住,以免气孔堵塞。拆试模时将试模倒转底朝天,用脱模专用抢对好气孔打五六下气就将试模取出,这样取出一组试模多两分钟,在将试模整理干净,刷上脱模油,有五分钟就足够了。塑料试模的拆、装工艺简单、速度快。
塑料试模制作的试块在气温180c—250c时的拆模时间只要12—14小时,便可拆模。若在试模周转不足的情况下可以提前2—3小时拆模,将拆下的试块放在不影响操作的位置不移动,试块一点都不会被破坏,也不会影响试块的强度。这样提高了试模的周转。
试模是指在产品开发和制造流程中在产品完成模具制作后、批量生产前所进行的测试注塑步骤。模具在完成所有配件并装配完毕后,需要通过实际的注塑并得到注塑样品,然后通过样品检测才能确定模具的制作是否完全符合设计要求。如果注塑样品完全符合设计要求则表明模具制作没问题可以投入批量注塑生产;否则就需要根据样品反馈的问题进行模具的改模。根据改模情况的不同,试模可能会在批量生产前多次进行直到模具完全改正所有问题。
试摸的使用方法:
我们以三联试模,如附图所示。底座7用铸铁制成,其上下两面均经刨平,上平面装有两只定位销5。端板4和隔板6均用扁钢制造,其组成模腔的各平面均经磨光。压块3和压紧螺丝2铆成一体,并与销轴1一起构成压紧装置,用以压紧或松开端板,便于快速装卸。
装模时应注意端板与隔板的下平面与底座上平面须靠紧,不得挠起,必要时可以在压紧模型的同时,用木锤轻击各板的上平面,使与底座贴紧。
每次装模前需在组成模腔的各另件表面涂一层薄薄的机油,然后使隔板与定位销靠紧,以免模腔歪斜。
每次脱模后,应立即擦净各个另件表面的余料并涂油防锈。
本模型在使用过程中应定期(每季一次)检查模腔尺寸,当发现其公差超过GB177-77规定时,应立即停止使用。